- 软件



/中文/

/中文/

/中文/

/中文/

/英文/

/中文/

/英文/

/英文/

/中文/

/中文/
 7-zip下载v18.03 简体中文美化版
7-zip下载v18.03 简体中文美化版 Bubble Math(泡泡数学)v1.0 电脑版
Bubble Math(泡泡数学)v1.0 电脑版 EditPad Pro(多功能文本编辑器)v7.65 中文版
EditPad Pro(多功能文本编辑器)v7.65 中文版 Easy Equation Solver(在线方程式计算器)v1.8 官方版
Easy Equation Solver(在线方程式计算器)v1.8 官方版 ScanTransfer(无线传输工具)v2018 官方版
ScanTransfer(无线传输工具)v2018 官方版 彗星QQ资源文件读取器v2.1 绿色免费版
彗星QQ资源文件读取器v2.1 绿色免费版 Flash Renamer(批量重命名软件)v6.9 官方版
Flash Renamer(批量重命名软件)v6.9 官方版 动书编辑器(motionbook)v2018 官方版
动书编辑器(motionbook)v2018 官方版 字由客户端v2.0.0.4 官方版
字由客户端v2.0.0.4 官方版 Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版
Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版软件Tags:
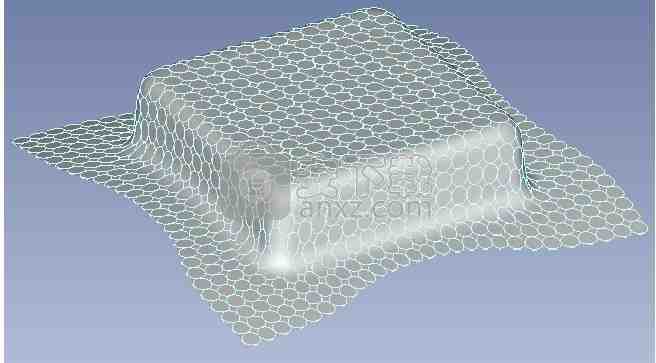
FormingSuite提供钣金成形分析以及零件特征建模功能,可以通过这款软件设计钣金零件,软件大部分功能都可以在工作台找到,包括数模、工艺设定、模具设置、成形分析、回弹分析、一模两件料片、定义料片、排样、级进模排样、带料排样、排样修订、搭口、级进模工艺、线性模规划、增量分析等功能,在分析的时候就可以在工作台设置各项分析方案,结合网格功能就可以创建有限元分析,FormingSuite分析需要一个网格,该网格可以对模型的半径进行建模,将复杂的数据显示在网格界面,从而让数据分析变得更加简单;这里编推荐的就是FormingSuite破解补丁,使用补丁就可以将主程序激活,从而免费使用软件全部功能!

一、FASTFORM Advanced:冲压成形性快速分析
冲压成形性快速分析高级软件FASTFORM Advanced是FTI冲压成形性分析中的高端产品,是最具特色的冲压成形分析软件。软件提供了针对冲压件、压料面和模面设计过程中的冲压成形性的快速分析计算与评估。
FFA在确保优化求解精度的基础上,几分钟内即可处理冲压件的成形性问题分析,使用户在冲压产品生命周期的早期实施产品方案的变更,从而最终为公司每年节省数百万美元的产品方案变更成本。软件的建模分析基于冲压件几何或完整模具几何上,分析计算早期的冲压可行性。冲压成形性分析结果考虑冲压件或冲压模具的几何形状,以及考虑材料性能、摩擦、压料面、模具工艺补充面、压边力、压力垫块压力、压延筋和焊接拼焊板等因素。
1、精确实现冲压虚拟试模验证,从冲压件到冲压模具设计过程。
2、几分钟内即可处理冲压件的成形性问题分析
3、评估消除财务风险,通过冲压件产品和工艺过程的问题前置分析。
4、快速易用的冲压成形性分析计算,分析评估在冲压件、压料面和模面设计阶段的成形性问题
5、缩短产品研制周期,降低了设计、制造成本,提高了设计、制造效率和质量
1、打开FSinstall_30448.1_v2021-0-1_x64.exe软件开始安装

2、接受软件的协议
3、FormingSuite的“流程计划器”模块包括一种称为“详细功能长度”方法的成本核算方法。 此方法使用一个计算引擎,该引擎需要通过Internet交换数字和描述性数据。
您是否同意通过Internet交换此数据?
4、提示软件的安装地址
5、提示开始菜单快捷方式名字FormingSuite 2021.0.1
6、提示软件准备安装的界面,点击next
7、显示软件的安装进度条,等待主程序安装结束吧

8、提示配置许可证功能,默认第一个跳过
9、提示加载许可证,取消勾选内容,点击下一步
10、提示重启电脑,可以选择第二项稍后重启,点击finish
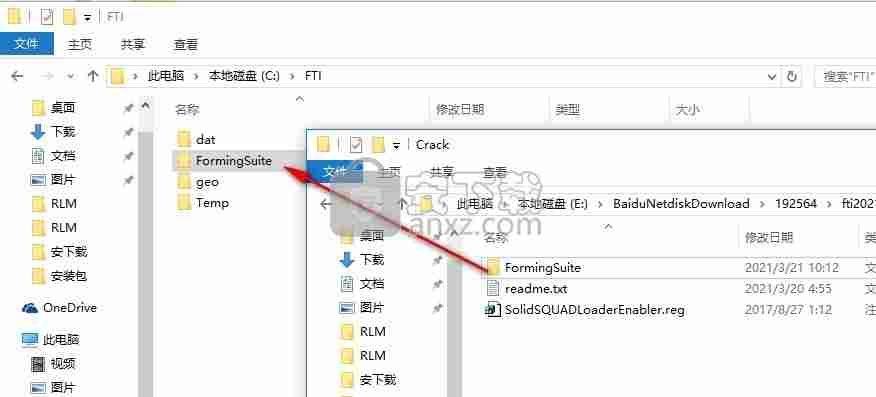
1、打开Crack文件夹。将FormingSuite复制到软件的安装地址替换
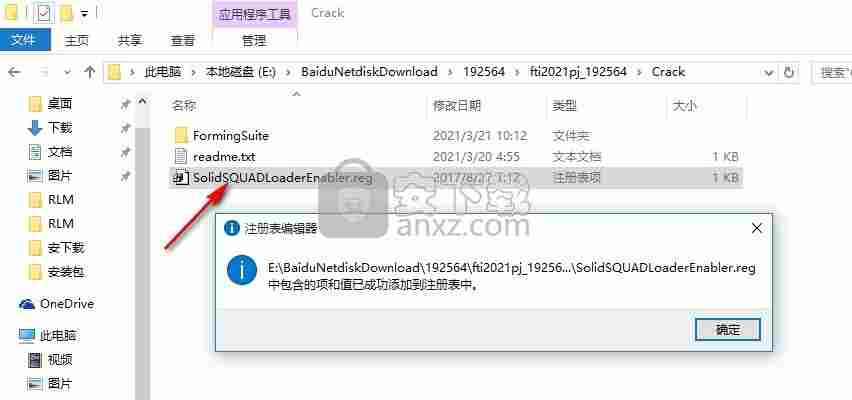
2、双击SolidSQUADLoaderEnabler.reg添加注册内容
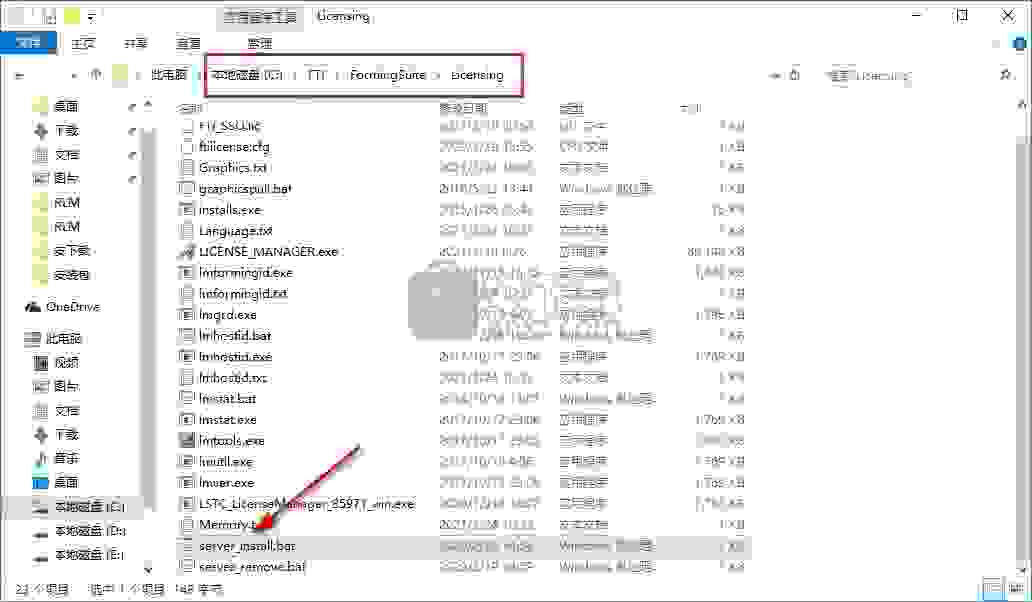
3、在C:\FTI\FormingSuite\Licensing启动服务项目,管理员身份打开server_install.bat
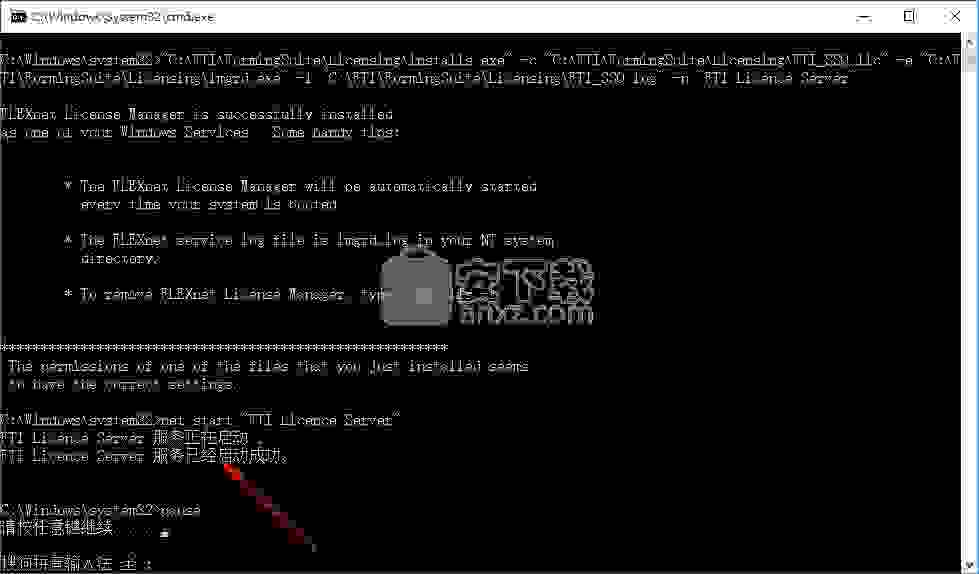
4、提示正在启动服务,等待启动启动完毕点击任意键退出
5、重启电脑,打开FormingSuite软件就可以正常使用
6、如果你会使用这款软件就可以下载使用
安全区
您可以根据已解决的增量结果查看安全区图。安全区域图通过显示定性颜色区域显示零件是否可成型。
查看安全区图
1、在“增量工作台”工具栏上,单击“可成型性”图标()。
2、单击安全区域。这将显示六个可能区域的轮廓:
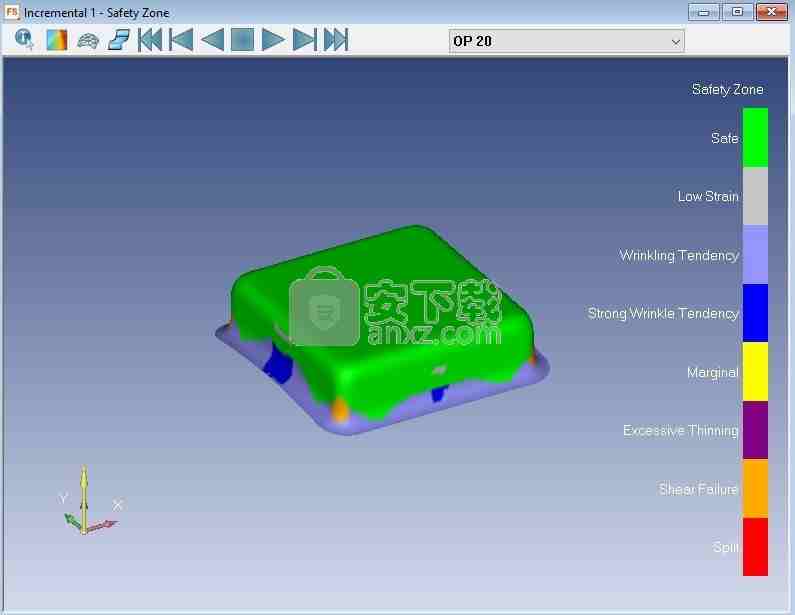
安全:成形极限曲线下方不太可能发生故障的区域。
低应变:在主方向或副方向上的最小拉伸或压缩。
皱纹倾向:在一个方向上拉伸,在另一个方向上压缩,但材料略有增厚。可能会出现皱纹。
强烈的皱纹倾向:在一个方向上轻微拉伸,在另一个方向上压缩,同时增加了材料的厚度。极有可能发生皱纹。
边缘:安全区域和失效区域之间的区域,在该区域中成型过程是安全的。
过度稀疏:零件不会分裂但会过度稀疏的区域。它是FLC边际曲线和稀疏极限曲线之间的区域。
剪切破坏:超出剪切破坏曲线但低于成形极限曲线的点。这些区域可能导致零件裂开。
分裂:在成形极限曲线上方可能发生分裂的区域(局部稀化)。

查看选项
单击右侧的任何颜色栏,以在“安全区域”图上隔离该特定区域。单击图形显示区域中的任意位置以返回到原始绘图视图。
单击“拾取信息”图标(),然后单击绘图上的任意位置以显示有关该点的特定信息。单击“保存”以保存有关该点的信息。单击“信息”以查看有关该点的更多详细信息。

单击显示模式图标()在补丁显示和平滑显示之间进行选择。
单击显示/隐藏网格图标()以显示网格。
单击下拉菜单以从增量计算中选择并查看笔划。
单击“创建AVI文件”图标()以保存安全区域值更改的.avi文件,因为将逐步形成空白。
单击播放控件:
当前OP的第一个行程:移至所选操作的第一个行程。
上一个笔划:在操作中移动到所选笔划之前的笔划。
向后:反向播放增量笔画。
停止
前进:播放增量笔画。
下一个笔划:移至操作中的下一个笔划。
当前OP的最后一笔:移动到所选操作的最后一笔。
注意稀化和剪切极限曲线可以在“成形极限图”选项卡的材料属性中定义。
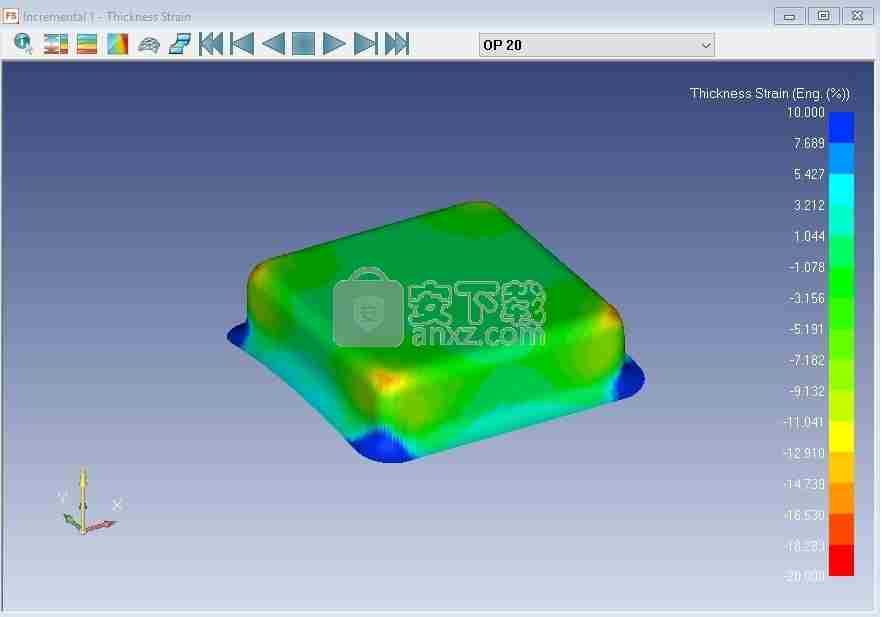
厚度应变
您可以根据已解决的增量结果查看厚度应变图。厚度应变图显示了由于成形而导致的材料厚度变化。负值表示零件正在变薄。严重变薄可能表明开裂,而变厚可能表明起皱(尤其是在薄材料中)。
查看厚度应变图
1、在“增量工作台”工具栏上,单击“可成型性”图标()。
2、单击厚度应变。这将显示一系列轮廓值:
查看选项
单击右侧的任何颜色栏,以隔离“厚度应变”图上的特定区域。单击图形显示区域中的任意位置以返回到原始绘图视图。
单击“拾取信息”图标,然后单击绘图上的任意位置以显示有关该点的特定信息。单击“保存”以保存有关该点的信息。单击“信息”以查看有关该点的更多详细信息。

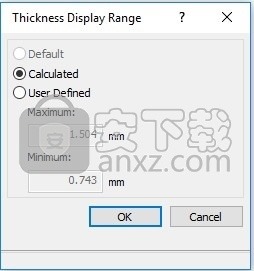
单击范围设置图标以自定义厚度图的范围。该范围包括默认选项,FormingSuite®计算范围的计算选项或输入自定义值的用户定义选项。
单击显示最小/最大图标以查看零件上的最小和最大点。
单击显示模式图标在补丁显示和平滑显示之间进行选择。
单击显示/隐藏网格图标以显示网格。
单击下拉菜单,以从“增量”计算中查看“笔划”。
单击“创建AVI文件”图标以保存安全区值更改的AVI(.avi)文件,因为将逐步形成空白。
单击播放控件:

当前OP的第一个行程:移至所选操作的第一个行程。
上一个笔划:在操作中移动到所选笔划之前的笔划。
向后:反向播放增量笔画。
停止
前进:播放增量笔画。
下一个笔划:移至操作中的下一个笔划。
当前OP的最后一笔:移动到所选操作的最后一笔。
圆格分析
圆网格分析是一种故障排除技术,其中在形成零件之前将小的均匀的圆蚀刻到毛坯上。形成后,这些圆形由于材料的拉伸而变形。测量变形的圆并将尺寸与圆的原始直径进行比较,可以确定该点的主要应变和次要应变(拉伸)。
从圆网格分析中,我们发现了三种不同的应变变形模式:
拉伸压缩:一侧被压缩,另一侧被拉伸。
仅在一个方向上拉伸:在主轴方向上拉伸,而在次要方向上没有变化。
拉伸-拉伸:两侧在主方向和副方向上都拉长
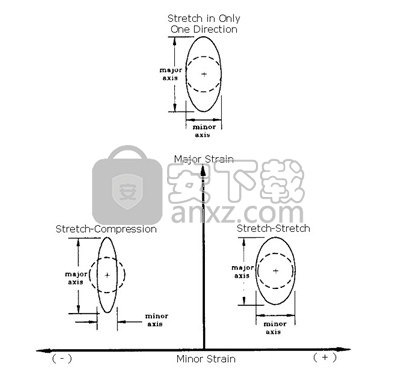
您可以在零件上覆盖一个圆网格,并查看主要和次要应变的区域。
执行圆格分析
在“增量工作台”工具栏上,单击“圆网格分析”图标()。再次单击以关闭圆形网格。
注意如果无法在零件上显示圆,则“圆格分析”图标()将变灰。圆网格分析不适用于具有“修剪操作”的零件。
导出增量结果
解决增量操作后,可以导出笔划的任何百分比。 STL,NAS或LS-DYNA格式的FormingSuite®导出。
导出增量结果
1、在功能树上,单击结果旁边的加号图标以显示所有增量操作。
2、单击操作旁边的加号图标以展开所有笔划百分比。

3、右键单击“笔划”百分比,然后单击“导出”。
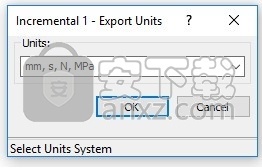
4、单击单位下拉菜单以选择导出单位格式,然后单击确定。
5、输入导出文件名。 FormingSuite®会生成一个默认名称(Project Name_Operation_Stroke)。
6、在“保存类型”下拉菜单中,选择一种导出格式。
注意LS-DYNA(.mod)格式包括厚度和应变结果数据,可在下游CAE分析中重复使用。
7、单击保存以导出结果。
您也可以将零件边界导出为仅包含线条的IGES(.igs)文件。由于增量分析将毛坯形状作为输入,因此最终零件的形状是未知的。因此,很常见的是根据实际产品设计从分析中检查最终零件的形状。您可以通过从分析中导出零件边界并将其导入到CAD零件模型中进行比较来做到这一点。
导出零件边界
1、右键单击“笔划”百分比,然后单击“导出零件边界”。
2、输入导出文件名。 FormingSuite®会生成一个默认名称(Project Name_Operation_Stroke)。
3、单击保存以导出零件边界。
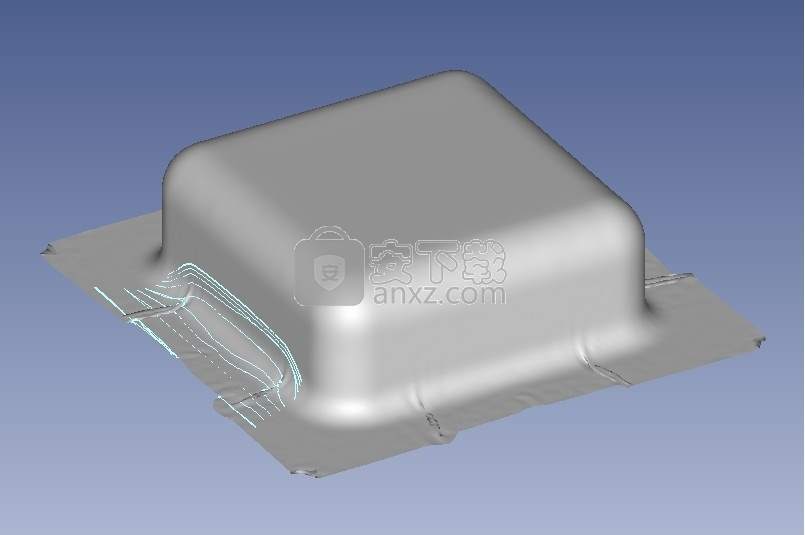
线追踪
您可以跟踪在增量模拟过程中在毛坯上创建的线条的运动。这使您可以在操作过程中可视化冲模冲击线的运动。
注意必须先在几何图形集上创建一条线,然后才能跟踪线。单击此处以获取有关创建线的更多信息。
映射线的公差设置
该工具上的特征不必在冲压行程开始时就与毛坯接触。通常,只会在中风时进行接触。要素线跟踪仅应从初始接触到最终位置进行跟踪。公差用于确定何时开始映射线段。
选定的线是镶嵌或平铺的。在满足接触公差的结果步骤(闭合百分比)中,每个镶嵌点都映射到空白。然后沿着零件跟踪第一个接触点,并映射新的或当前的接触点以在解决方案的每个步骤中显示。然后使用箭头连接点以显示滑行线/冲模碰撞线的运动。
在增量模拟过程中跟踪线的运动
1、在“功能树”上,右键单击一个操作,然后单击“显示线跟踪”。
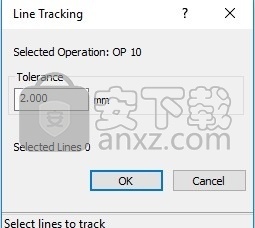
2、单击几何集以选择要跟踪的线。所选行将以粉红色突出显示。
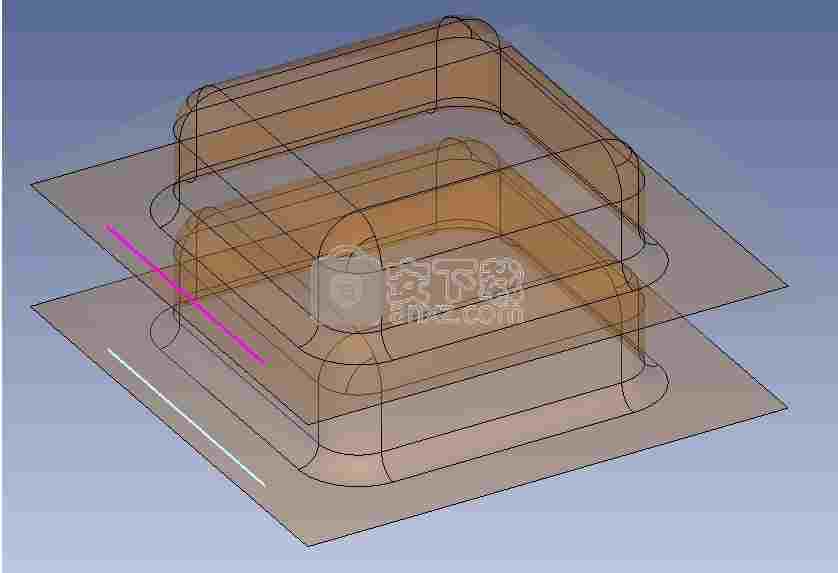
3、输入公差,然后单击确定。该线被映射到公差范围内的每个行程上,并显示在最终零件上。请注意,线条的位置已细分,以反映每个笔划。
空白支架或压垫问题
增量设置的错误配置或工具几何形状的问题可能会阻止增量求解器完成计算(崩溃)。此问题有几种常见原因。
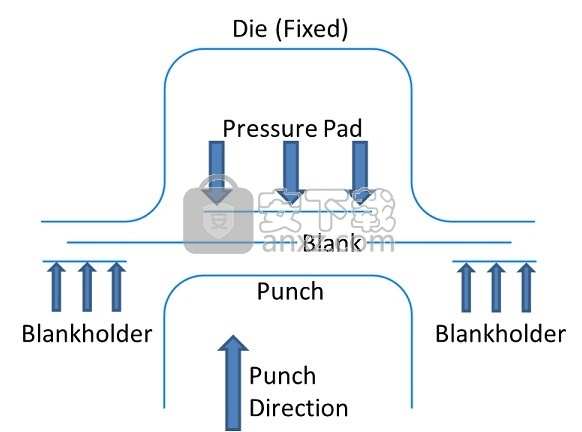
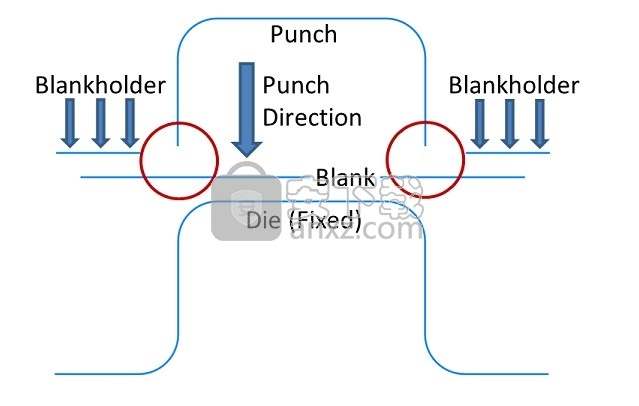
在FASTINCREMENTAL®中,刀具运动由刀具类型定义。
以下是每种工具的正确用法
模拟过程中,模具工具固定在空间中
打孔工具移动并遵循打孔方向矢量
压力垫将自动定位在毛坯的模具侧。它们沿与打孔方向相反的方向移动,并将毛坯推到打孔面上。
毛坯夹持器自动定位在毛坯的冲头侧,并沿与冲头相同的方向移动,将毛坯推向模具。
压料架和压垫的不受控制的速度和运动
在增量求解过程中,两种类型的工具都可以通过施加力来移动。这样做是为了正确模拟毛坯支架和压垫的行为。模拟期间不控制坯料夹持器和压垫的速度。这是因为假设在冲头进行任何重要成形之前,压料垫座和压垫将完全关闭。压料板和压垫的速度和移动与冲头相反,冲头基于位移与时间的关系进行移动。
基于位移与时间的关系进行运动需要控制速度。因此,在成型操作开始时,仅应使用压力垫和毛坯夹持器来固定毛坯的与冲头或模具表面直接相邻的区域,这需要非常短的行程。
如果毛坯夹持器和压力垫在冲程期间会将毛坯移动很大的距离,则不应使用毛坯夹持器和压力垫。由于移动速度不受控制,因此较大的位移将导致非常快速的移动,这将导致零件发生意外的变形。这可能导致求解器无法完成计算(崩溃)。
空白支架和压垫的定义不正确
当将空白支架定义为压力垫时,也可能会出现解决问题。在这种情况下,毛坯保持器环作为压力垫移动,以不受控制的方式将毛坯推到冲头上。当您将压力垫定义为空白支架时,也会发生类似的问题。
打孔方向位置错误
如果打孔方向是向后的,则在模拟开始时工具的位置将不正确,结果,工具的错误侧面将与毛坯接触。通过翻转打孔方向可以很容易地对此进行校正。
 Wings 3D 1.5.3 官方版3D制作类 / 14.14 MB
Wings 3D 1.5.3 官方版3D制作类 / 14.14 MB
 TrueSpace 7.6 官方版3D制作类 / 14.18 MB
TrueSpace 7.6 官方版3D制作类 / 14.18 MB 亿图线框图绘制工具 8 官方版3D制作类 / 40 MB
亿图线框图绘制工具 8 官方版3D制作类 / 40 MB Google SketchUp Pro 1.0.0 官方版3D制作类 / 52.6 MB
Google SketchUp Pro 1.0.0 官方版3D制作类 / 52.6 MB AutoCAD2011 简体中文版3D制作类 / 2.75 GB
AutoCAD2011 简体中文版3D制作类 / 2.75 GB GraphCalc 1.0.0 官方版3D制作类 / 807 KB
GraphCalc 1.0.0 官方版3D制作类 / 807 KB Animatebox 1.0.0 官方版3D制作类 / 2.05 MB
Animatebox 1.0.0 官方版3D制作类 / 2.05 MB
 3Ds Max 2012 2012 简体中文版3D制作类 / 3.09 GB
3Ds Max 2012 2012 简体中文版3D制作类 / 3.09 GB MeshMixer 10.9.332 官方版3D制作类 / 55.56 MB
MeshMixer 10.9.332 官方版3D制作类 / 55.56 MB Form-Z 3.1 官方版3D制作类 / 4.71 MBWings 3D 1.5.3 官方版3D制作类 / 14.14 MBTrueSpace 7.6 官方版3D制作类 / 14.18 MB亿图线框图绘制工具 8 官方版3D制作类 / 40 MBGoogle SketchUp Pro 1.0.0 官方版3D制作类 / 52.6 MBAutoCAD2011 简体中文版3D制作类 / 2.75 GBGraphCalc 1.0.0 官方版3D制作类 / 807 KBAnimatebox 1.0.0 官方版3D制作类 / 2.05 MB3Ds Max 2012 2012 简体中文版3D制作类 / 3.09 GBMeshMixer 10.9.332 官方版3D制作类 / 55.56 MBForm-Z 3.1 官方版3D制作类 / 4.71 MB
Form-Z 3.1 官方版3D制作类 / 4.71 MBWings 3D 1.5.3 官方版3D制作类 / 14.14 MBTrueSpace 7.6 官方版3D制作类 / 14.18 MB亿图线框图绘制工具 8 官方版3D制作类 / 40 MBGoogle SketchUp Pro 1.0.0 官方版3D制作类 / 52.6 MBAutoCAD2011 简体中文版3D制作类 / 2.75 GBGraphCalc 1.0.0 官方版3D制作类 / 807 KBAnimatebox 1.0.0 官方版3D制作类 / 2.05 MB3Ds Max 2012 2012 简体中文版3D制作类 / 3.09 GBMeshMixer 10.9.332 官方版3D制作类 / 55.56 MBForm-Z 3.1 官方版3D制作类 / 4.71 MB





 dyned电脑版(戴耐德英语软件)教育学习
dyned电脑版(戴耐德英语软件)教育学习 360游戏大厅v3.8.7.1021 最新版游戏平台
360游戏大厅v3.8.7.1021 最新版游戏平台 数独计算器v1.2 免安装版教育学习
数独计算器v1.2 免安装版教育学习 tl wr710n升级固件v1.130415官方版路由器类
tl wr710n升级固件v1.130415官方版路由器类 My Secret Folder(文件夹加密工具)加密解密
My Secret Folder(文件夹加密工具)加密解密 蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用
蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用 加密魔镜加密解密
加密魔镜加密解密 TGraphDisplay3D(图形编程软件)v1.0.59.202 官方版编程开发
TGraphDisplay3D(图形编程软件)v1.0.59.202 官方版编程开发 播客录播助手v2.3.0.1 官方版屏幕录像
播客录播助手v2.3.0.1 官方版屏幕录像 鲁ICP备2021036634号-4
鲁ICP备2021036634号-4